





公司動態(tài) 當(dāng)前位置:主頁 > 關(guān)于丹普 > 動態(tài)資訊 > 公司動態(tài) >
丹普4G-CAE電弧技術(shù)鍍制20微米TiN膜層的測試報告
發(fā)布時間:2024-04-02
TiN涂層是目前應(yīng)用于刀具、模具以及關(guān)鍵零部件最為廣泛的涂層,它具有硬度高、摩擦系數(shù)低等特點,傳統(tǒng)TiN涂層的厚度基本都在3-5微米,由于膜層生長結(jié)構(gòu)的原因,很難將膜層沉積到20微米,而北京丹普表面技術(shù)有限公司利用GISETCH+4G-CAE電弧技術(shù)完美的解決了這一問題。點擊這里查看4G-CAE技術(shù)介紹
本試驗基于丹普AS500型工具鍍硬質(zhì)涂層設(shè)備,使用GISETCH+4G-CAE技術(shù),在高速鋼機體表面沉積20微米TiN涂層,其表面形貌、組織結(jié)構(gòu)及性能的測試,達到了非常理想的效果。
試驗條件:
設(shè)備:AS500試驗機
基片:高速鋼試片
鍍膜溫度:420℃
鍍膜方式:GISETCH+4G-CAE
膜層材料:TiN
測試結(jié)果:
膜層厚度(球磨法):21.159微米

硬度值HK/25gf:2980HK

洛氏壓痕級別:HF1級

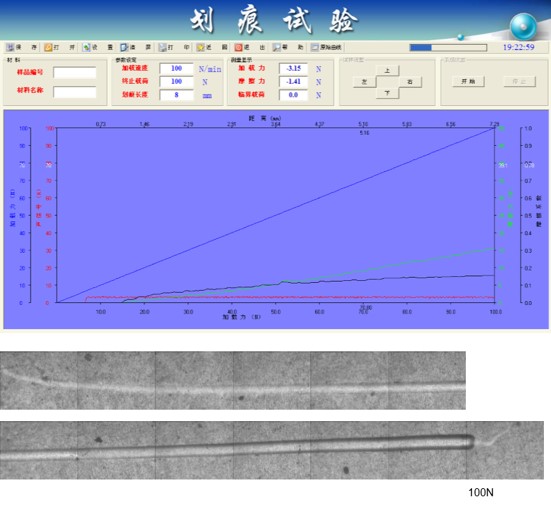
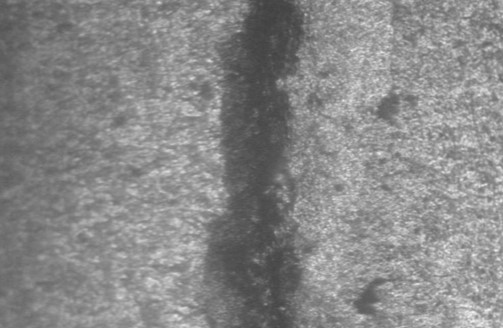
劃痕結(jié)合力:LC2=100N
折彎測試:不銹鋼折彎形貌較好,表層膜層未脫落
硬度值HK/25gf:2980HK
洛氏壓痕級別:HF1級
劃痕結(jié)合力:LC2=100N
折彎測試:不銹鋼折彎形貌較好,表層膜層未脫落
結(jié)論:
使用丹普4G-CAE陰極電弧技術(shù)處理的涂層可以有效減少鍍制過程中的微液滴,極大的提高了電弧涂層的表面光亮度、硬度及耐磨性,膜層更加致密,色澤更加飽滿,還可以提高靶材利用率,靶材利用率可達70%,從而大幅提高了TiN涂層的性能。
聲明:本站部分圖片、文章來源于網(wǎng)絡(luò),版權(quán)歸原作者所有,如有侵權(quán),請點擊這里聯(lián)系本站刪除。
| 返回列表 | 分享給朋友: |
 京公網(wǎng)安備 11010502053715號
京公網(wǎng)安備 11010502053715號