





PVD鍍膜涂層刀具高速銑削CoCrMo合金的性能研究
發布時間:2017-11-15
金屬切削工藝的發展,特別是高速切削、干切削和微潤滑切削工藝的出現,對金屬切削刀具提出了越來越嚴格的技術要求。數控加工中心的日益先進,使得人們對刀具的耐用度及切削效率提出了更高的要求。對于難切削材料,刀具在切削加工過程中需要的切削力以及加工產生的切削熱明顯提高,這就對加工刀具的力學性能以及壽命提出了很高的要求。在硬質合金刀具基體上,采用物理氣相沉積(PVD)技術制備多種涂層,能夠顯著提高刀具的加工效率以及工件表面的加工質量,改善了刀具切削過程中的耐磨性、紅硬性,增加了刀具基體的抗變形能力,極大地延長了刀具的使用壽命。據統計,發達國家80%以上的刀具都經過涂層處理,刀具壽命提高3~5倍以上,切削速度提高20%~70%,加工精度提高0.5~1級,刀具消耗費用降低20%~50%。TiN涂層刀具是第一種產業化并得到廣泛應用的硬質涂層刀具,作為主流涂層,也是制備及研究其他高性能涂層的基礎。TiAlN涂層的耐熱及抗高溫氧化溫度分別為500~600℃、800~900℃,超過上述溫度,涂層會快速氧化失效。對于難切削加工的金屬材料,如加工硬化不銹鋼、高錳鋼、鎳基合金、淬火鋼及鈦合金,切削溫度達1000℃以上。TiAlSiN涂層摻雜少量的Si元素,通過引起晶格畸變可起到固溶強化的作用。隨著Si元素含量的增多,涂層中逐漸出現非晶相Si3N4,并形成α-Si3N4包覆nc-TiAlN復合結構,迫使fcc-TiAlN晶粒細化。此外,α-Si3N4可以阻礙氧元素沿晶界擴散,起到良好的氧化抵制作用。由于晶粒細化及α-Si3N4相增多,使得TiAlSiN涂層也具有良好的抗腐蝕性能。本文探討了TiN、TiAlN、TiAlSiN涂層的制備工藝和涂層性能,對比分析TiN涂層、TiAlN涂層以及TiAlSiN涂層刀具在高速銑削時的磨損性能。
1、試驗
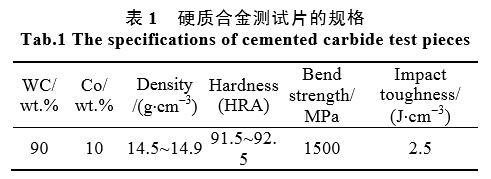
1.1、涂層制備采用物理氣相沉積設備制備涂層,利用陰極電弧離子鍍技術,在硬質合金微細刀具及硬質合金試樣上制備了TiN、TiAlN、TiAlSiN涂層。硬質合金基體的成分及性能指標見表1。試樣尺寸為16mm×3mm,粗糙度要求Ra≤0.05,目的是用來測量各涂層的厚度、摩擦系數和硬度等。在未放入轉爐架進行涂層制備之前,進行拋光與超聲波清洗預處理,保證涂層與基體的結合力。離子鍍法以制備TiAlSiN涂層為例,所選靶材分別為Ti靶(99.8%)、AlTi靶(以原子數分數計,67%Ti,33%Al)、TiSi靶(以原子數分數計,80%Ti,20%Si)。
預處理后的具體操作步驟:
1)工件裝夾及裝爐;
2)爐腔抽真空,壓強范圍p<0.8Pa;
3)爐腔加熱至450℃,加熱時間為1.5h;
4)靶材及工件的刻蝕與清洗,向爐腔中通入Ar氣(99.999%),在Ar氣環境中調節基體偏壓為750V,進行等離子刻蝕清洗,清洗時間為40min;
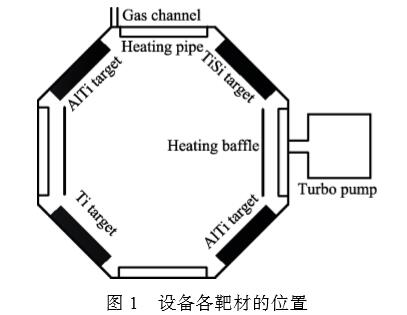
5)TiAlSiN涂層的制備,調整偏壓為60~100V,關閉氬氣Ar,通入反應氣體氮氣,其是構成TiAlSiN涂層中N元素的來源,靶材相繼通電,其中1號靶和3號靶為AlTi靶,2號靶為TiSi靶,4號靶為Ti靶,位置如圖1,控制真空度范圍為0.5~5Pa,氮氣的流量為8.4×10?3~1.2×10?2m3/h;
6)工件在真空下隨爐冷卻至180℃,時間為2h。
1.2、高速銑削試驗試驗機床型號為數控立銑升降臺銑床,切削主軸轉速根據刀具可加工的實際情況調節。切削方式為干式切削,被加工材料為CoCrMo合金,屈服強度為1565~1585MPa,極限強度可達1790MPa。試驗在被加工材料實體上銑削平面。刀具分為涂層圓柱立銑刀和無涂層圓柱立銑刀,直徑d=6mm(4刃),采用端面銑削。高速切削主軸的轉速分別為1500、3500、7000r/min,每齒進給量f=0.02mm/r,銑削深度n=0.5mm。CNC設定的最長走刀路徑為2m。在三種轉速的試驗方案中,以無涂層銑刀的磨損狀況為對比條件,當無涂層銑刀發出尖銳的噪音并且火花四濺時,停止切削,檢驗發現側刃后刀面磨損帶VB≥0.5mm時,刃口鈍化或者崩刃,則認為該銑刀已經達到刀具壽命極限。1.3性能測試及組織分析對同爐沉積的涂層試樣進行各性能測試。厚度采用X-ray無損檢測設備(型號XUL-XYM130004663,誤差0.1μm)進行測量。用膜層硬度測試設備,施加載荷為20mN,最大壓痕深度限制在涂層厚度的1/10以內,取6個點的平均硬度作為涂層的顯微硬度值。摩擦性能通過傳統的球-盤圓周式摩擦磨損設備在室溫的條件下測量,摩擦副材料為6mm的Al2O3陶瓷,施加載荷為4N,摩擦線速度為5m/min,測試時間為30min。采用壓痕法測量膜基結合力,將洛氏硬度計的圓錐形金剛石壓頭(圓錐夾角為120°,尖頂半徑為0.2mm)在一定的測試壓力下壓入被測涂層表面,在顯微鏡下觀察涂層的壓痕及其邊緣特征。采用刀具涂層檢測儀(型號QBAQGSX-500)、SEM及EDAX(型號QUANTA200F)對試樣的表面形貌以及斷口組織進行觀測。放大倍率可達到30000×。對3種涂層刀具與無涂層刀具進行現場切削實驗,采用圖像處理萬能顯微鏡(JX13C)對比分析了其磨損狀況。
2、結果與分析
2.1、涂層性能
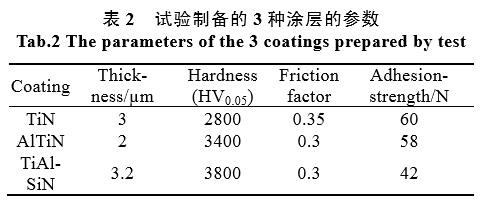
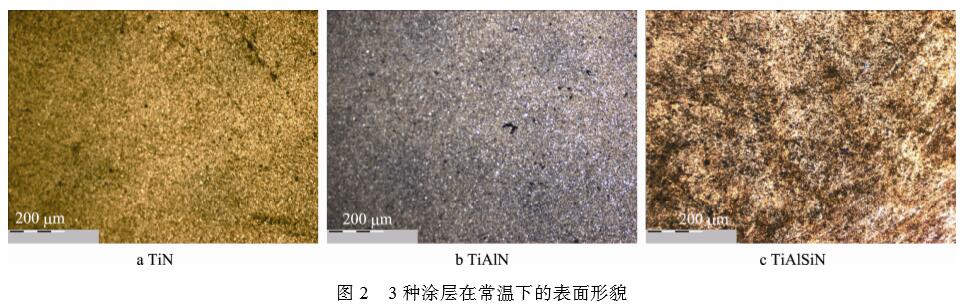
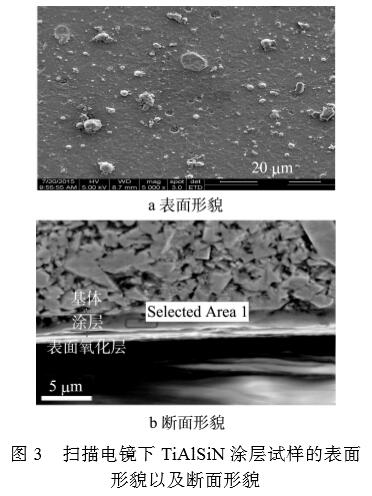
利用圓片試樣與刀具一同在設備中進行涂層的制備,目的是獲取鍍膜涂層的性能參數及分析其切削性能。表2是3種涂層通過測量得出的性能參數,從表2中可看出,TiAlSiN涂層的硬度最高,同時涂層的厚度也相對較厚。采用物理氣相沉積工藝制備涂層的沉積溫度低,3種涂層的沉積溫度都低于450℃,不會造成基體的退火軟化,保證了涂層的結合力。圖2為3種涂層試樣的表面形貌,靶材成分不同,故而顏色不同,涂層表面致密均勻,少量細小顆粒的附著應是離子轟擊導致液滴脫落而留下的痕跡。以TiAlSiN涂層為例,圖3為其表面形貌和斷面形貌。
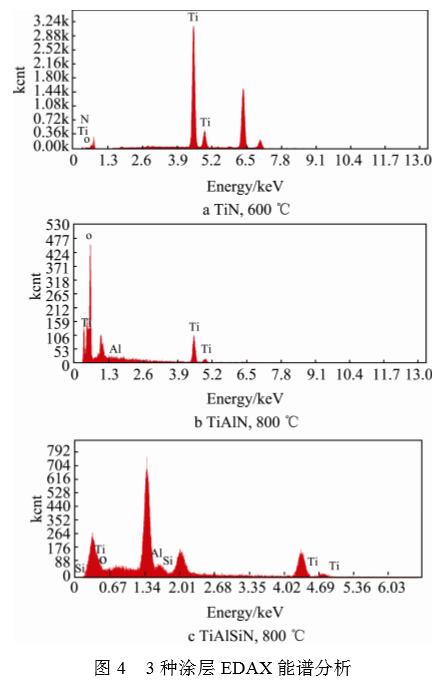
由于刀具在高速切削時因高溫產生擴散磨損和氧化磨損,涂層的抗氧化性非常重要。在箱式電阻爐(設備型號SXL-1200)中進行抗氧化性能試驗,各涂層的抗氧化性能不同,TiN涂層在800℃時已經失效。圖4為涂層TiN(600℃)、TiAlN(800℃)以及TiAlSiN(800℃)EDS能譜分析的結果,分析各元素原子的能譜分布,少量O富集在涂層表面,可以看出,TiAlSiN涂層在氧化過程中出現上層富Al、下層富Ti的結構,使涂層表面優先生成致密的Al2O3氧化層,阻止涂層進一步氧化。Ti元素不時有波峰出現,這與涂層的沉積參數有關,O富集處出現少量Si元素,表明TiAlSiN涂層抗氧化性能與Si元素的存在有關。Wang、Chen等人的研究也表明,Si元素的增加,涂層晶粒結構a-Si3N4的變化,使涂層的抗氧化性增加,切削性能更好。
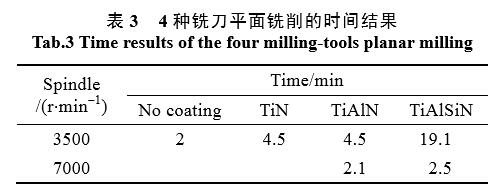
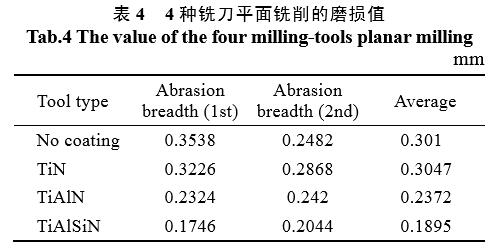
2.2、切削性能表3為4種銑刀刀頭切削時間,也表明了三種涂層在高速切削時的狀態。無涂層銑刀以及TiN涂層、TiAlN涂層,維持時間較短,且機床發出嘶鳴聲,切削處火花四濺,切削過程相對困難,而TiAlSiN涂層切削時機床也相對平穩,直至后來慢慢出現火花。TiAlSiN涂層銑刀的壽命大約是無涂層銑刀壽命的10倍。速度更高之后,TiN涂層刀具基本無法使用。涂層硬質合金銑刀要在適當的切削速度中才能更好地發揮刀具的使用壽命。表4為同等失效狀態下的磨損值,TiAlN涂層以及TiAlSiN涂層的耐磨損性能優于TiN涂層,無涂層刀具的磨損值最大,TiAlSiN涂層刀具的磨損值最小。通過涂層檢測儀、EDX能譜分析的結果可以看出,實驗制備的涂層均勻、致密,與基體的結合良好。TiN涂層在切削過程中的熱穩定性不如TiAlN涂層和TiAlSiN涂層,原因是涂層在高溫下很容易發生氧化反應,由于內部壓應力的形成,裂紋嚴重時導致涂層剝落。加入Al、Si元素后,不僅在硬度和耐磨性等方面優于前者,也大大提高了涂層的耐高溫性能。
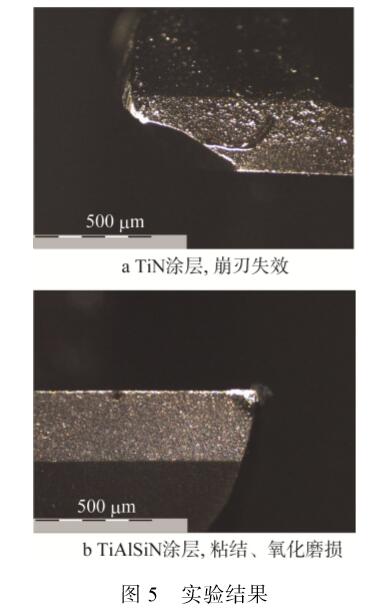
高速切削刀具主要是磨粒磨損、熱磨損和氧化磨損。高溫使材料軟化,塑性增強,使刀屑接觸狀態趨于穩定,但銑刀切入切出的溫差以及刀體內的溫度梯度較高,因熱應力疲勞引起粘結磨損和剝落磨損。高溫使排屑不暢,致使刀具崩刃和燒刀,高溫還加劇了擴散磨損和氧化磨損。如圖5所示,TiN在高速切削狀態下的崩刃失效表現最差,TiAlSiN涂層刀具在高速干式切削狀態下發生粘結磨損、氧化磨損。高溫條件下,在TiAlN涂層表面能形成致密、完整、連續的Al2O3保護膜,提高了涂層的抗高溫氧化性。用TiAlN涂層刀片與TiAlSiN涂層刀片切削不銹鋼材料時發現,當切削速度為160m/min和200m/min時,TiAlSiN涂層刀片的壽命分別提高了17.6%和24.0%。
TiAlN涂層的抗氧化性好,但是Al元素的含量較多,會導致切削過程中產生極高的熱量,容易在摩擦表面產生粘附現象,導致刀刃斷裂失效。因此不合理的涂層處理也會降低刀具的切削性能。切削試驗數據表明,涂層刀具中,TiAlSiN涂層的切削性能最好,熱穩定性最好;TiN涂層的熱穩定性差,且不耐磨損。涂層刀具能減少工具表面的摩擦系數,降低刀刃切削部位的溫度,提高工具的加工速度和工件的表面質量,且顯著提高了刀具的使用壽命,滿足了難加工材料和高速切削的工況條件。
3、結語
1)利用物理氣相沉積技術在刀具表面制備了TiN、TiAlN、TiAlSiN三種涂層,采用低溫等離子體沉積,合理的涂層工藝參數是獲得高性能涂層的前提。檢測結果顯示,TiAlSiN顯微硬度最高達3800HV,摩擦系數低,這也是切削性能良好的原因之一。TiN硬度低,耐磨性最差。試驗制備的膜層厚度低于3μm,適當的涂層厚度不僅有利于刀尖熱量與大氣的交換,而且使切屑帶走大部分的切削熱,有效降低切削溫度。
2)對比3種涂層刀具與無涂層刀具的切削性能,結果表明,TiAlSiN涂層的綜合使用性能最好,使用壽命最長,在高轉速條件下對比無涂層刀具的切削時間,其相對壽命是無涂層刀具的9~10倍,能夠最大程度地滿足難加工材料和高速切削的工況條件。TiN涂層的相對壽命也可以達到無涂層刀具的2~3倍。
3)在干式切削的條件下,三種涂層刀具相對于無涂層刀具而言,切削時TiAlSiN涂層的有效切削時長最長,切削平穩性好,切削阻力較小。但主軸轉速過高(達到7000r/min),無涂層刀具無法使用,而TiN涂層因過快發生劇烈噪音及大量火花濺射而失效。在滿足切削條件的情況下,只有硬度高、摩擦系數低、熱穩定性好、結合力好的涂層才能滿足更高難度的工業加工要求。
引用自:張而耕,王琴雪,張鎖懷 (上海應用技術大學 機械工程學院)
引用自:張而耕,王琴雪,張鎖懷 (上海應用技術大學 機械工程學院)
聲明:本站部分圖片、文章來源于網絡,版權歸原作者所有,如有侵權,請點擊這里聯系本站刪除。
| 返回列表 | 分享給朋友: |
 京公網安備 11010502053715號
京公網安備 11010502053715號