





行業(yè)動態(tài) 當(dāng)前位置:主頁 > 關(guān)于丹普 > 動態(tài)資訊 > 行業(yè)動態(tài) >
Cr/CrN/CrTiAlN/CrTiAlCN多元多層薄膜在微型鉆頭上的應(yīng)用性能
發(fā)布時間:2020-10-12
微電子線路板(PCB)精細(xì)加工用的微型鉆頭(0.10~1.00mm)需要在高溫、高速、高磨損、強腐蝕等苛刻條件下進行長期、穩(wěn)定、高速切削。鉆孔時鉆速高、孔徑小、排屑難、溫度高,且線路板材料對微型鉆頭的腐蝕性極強,微型鉆頭很容易因擴散、粘結(jié)、熱電磨損而失效。目前主要有2種解決途徑:一是改進硬質(zhì)合金材質(zhì),這對微鉆的性能和壽命的提高有限;另一種是在傳統(tǒng)硬質(zhì)合金鉆頭表面鍍制一層或多層硬質(zhì)薄膜。常規(guī)的金屬氮化物摩擦系數(shù)較大(與鋼對磨摩擦系數(shù)大于0.2),長時間高速切削時摩擦熱量高,會造成線路板低熔點材料熔化或半熔化,以致降低線路板的質(zhì)量,甚至造成不良品。類金剛石膜摩擦系數(shù)低,但300以上開始石墨化,耐磨性能急劇下降,微電子線路板加工時不能有效地保護微鉆基體。因此,單一膜層難以達到微型鉆頭的使用要求。
CrTiAlN膜硬度高,耐熱性能好,而CrTiAlCN膜摩擦系數(shù)低。針對微型鉆頭的使用工況,本工作首次設(shè)計了Cr/CrN/CrTiAlN/CrTiAlCN多層膜,利用梯度過渡提高膜層結(jié)合力,且CrTiAlN可對CrTiAlCN起到良好的支撐作用。將多靶反應(yīng)磁控濺射與陽極層流型矩形氣體離子源輔助技術(shù)相結(jié)合,在WC硬質(zhì)合金和微型鉆頭上分別沉積Cr/CrN/CrTiAlN/CrTiAlCN多層膜,研究了多層膜的結(jié)構(gòu)、形貌及鉆削性能。
1、試驗
1.1 基體前處理
基體分別為WC硬質(zhì)合金(牌號YG6,尺寸20mm*20mm*5mm)和UNION TOOL UC 0.3*5.5微型鉆頭(牌號為YG6的硬質(zhì)合金)。鍍膜前清洗流程:5%金屬清洗劑超聲除油(60~80℃,60min)->去離子水沖洗->去離子水超聲清洗(室溫,10min)->去離子水沖洗->脫水->烘干。
1.2 多層薄膜的制備
采用中頻反應(yīng)磁控濺射,并結(jié)合陽極層流型矩形氣體離子源進行多元多層梯度硬質(zhì)薄膜的沉積。沉積裝置為北京丹普表面技術(shù)有限公司的AS600DMTG型PVD多功能離子鍍膜機,有6個尺寸為720mm*120mm的非平衡磁控濺射靶(UBM)和2個長720mm的陽極層流型氣體離子源(IBS),6個UBM分別裝上不同靶材,通過控制靶電流來控制薄膜的成分。反應(yīng)氣體經(jīng)離子源離化射出,采用純度為99.99%的高純氬、高純氮及高純甲烷。
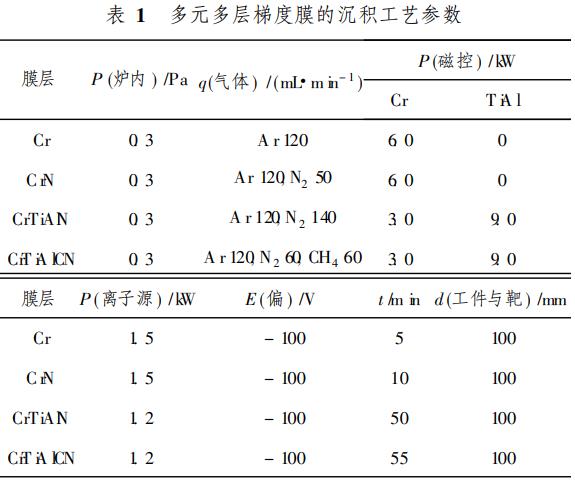
基材裝進真空室后抽真空至5*10的-3Pa,通氬氣至0.1Pa,用離子源結(jié)合偏壓濺射清洗基材表面后依次沉積Cr,CrN,CrTiAlN,CrTiAlCN,沉積工藝參數(shù)見表1。
1.3 測試分析
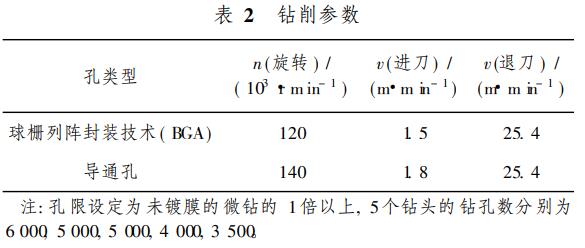
用PHI700型納米掃描俄歇系統(tǒng)分析多層膜成分。用CM200FEG型透射電子顯微鏡(TEM)及JSM5910型掃描電鏡(SEM)觀察多層膜的表面形貌。膜層的顯微硬度用MH-5D型顯微硬度計測量,采用維氏壓痕,載荷0.25N,保荷15s。采用HH-3000型薄膜結(jié)合強度劃痕試驗儀測量膜/基結(jié)合力,最大載荷100N,加載速度100N/min,劃痕速度4mm/min。采用MS-T3000型球盤摩擦磨損試驗儀在大氣環(huán)境下測試膜層摩擦性能,載荷3N,旋轉(zhuǎn)半徑20mm,轉(zhuǎn)速400r/min,測試時間120min。5個直徑0.3mm的鉆頭沉積多層薄膜后,鉆削厚1.5mm的4層覆銅的玻璃纖維增強層復(fù)合板,收集斷針數(shù)據(jù),進行自動光學(xué)檢查(AOI)孔位量測、切片,測試鉆頭斷針、批鋒、塞孔、孔位精度、孔粗,鉆削參數(shù)見表2。
2、結(jié)果與討論
2.1 多層膜的結(jié)構(gòu)、形貌及性能
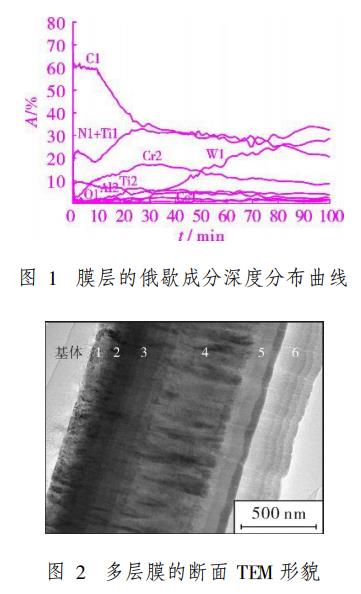
WC硬質(zhì)合金基體上沉積的多元多層梯度膜的俄歇成分深度分布曲線見圖1,斷面TEM形貌見圖2。結(jié)合圖1分析,圖2中第1,2層為CrCrN過渡層,厚約350nm;第3,4層為CrTiAlN層,厚約650nm;第5,6層為CrTiAlCN層,厚約500nm;多層膜總厚度約為1.50um。由圖2也可看到,膜層的多元多層結(jié)構(gòu)貫穿到基體孔隙,這有利于提高基體耐蝕性。通過梯度過渡的方式,可顯著提高膜/基結(jié)合強度,測得膜/基結(jié)合力大于80N,達到甚至大于陰極電弧離子鍍TiN等硬質(zhì)薄膜的結(jié)合強度。測得膜/基復(fù)合顯微硬度為2631HV,與鋼對磨的摩擦系數(shù)為0.113,硬度及摩擦系數(shù)明顯優(yōu)于用此法制備的類金剛石膜。
2.2 鍍膜鉆頭的形貌及鉆削性能
2.2.1 不同部位形貌
微型鉆頭鍍多元梯度膜后,微鉆刃型保持完好,刃口角度沒有改變,鉆尖表面基本沒有改變。這是微鉆能夠?qū)嶋H應(yīng)用的基本保證,若鉆頭幾何角度發(fā)生變化,容易導(dǎo)致高速鉆削過程中鉆頭折斷。
圖3為鍍多元梯度膜后微型鉆頭的斷面SEM形貌。
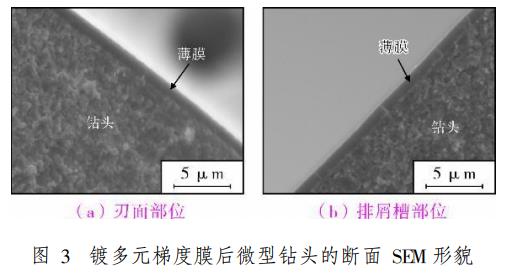
測得同一鉆頭鍍多元梯度膜后刃面部位的膜層約厚1.35um,排屑槽部位的膜層約厚1.34um,而隨爐平面樣膜層厚度為1.50um。也就是說同一鉆頭不同部位所沉積的膜層厚度基本一致;刃部膜層比平面樣薄,這主要是各部位與靶之間的距離不同而造成的。膜層不同部位的均勻性,將保證高速鉆削時鉆頭原有的動平衡不變,不產(chǎn)生額外的微跳動,可以確保良好的孔精度及減少斷針。
2.2.2 鉆削性能
5個鉆頭鍍多層膜后鉆削的孔壁粗糙度及孔位精度制程能力指數(shù)(CPK)見表3。由表3可知:5個鉆頭鍍多層膜后,在鉆削中均無斷針、批鋒、塞孔現(xiàn)象,CPK達到技術(shù)指標(biāo)(1.33以上),孔壁粗糙度也滿足技術(shù)指標(biāo),使用壽命提高1倍多,鉆孔品質(zhì)能滿足實際要求。
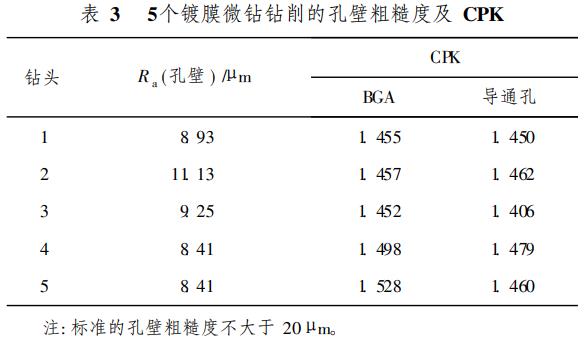
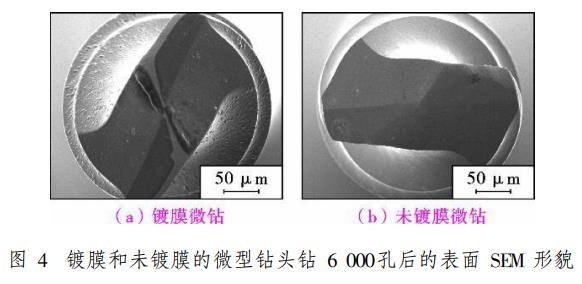
圖4為鍍膜和未鍍膜的微型鉆頭鉆削6000個孔之后的鉆尖SEM形貌。鍍膜鉆頭鉆削后,在刃口處膜層均勻磨損,刃型保持良好(見圖4a);未鍍膜的鉆頭刃口磨損嚴(yán)重,刃型已發(fā)生變化,完全不能保證鉆孔質(zhì)量(見圖4b)。因此,多層薄膜對微鉆有非常明顯的保護作用,有利于提高鉆孔質(zhì)量。
在微鉆表面沉積多元梯度膜,多層結(jié)構(gòu)能減少膜層中貫穿到基體的孔隙,提高基體耐蝕性;膜層硬度高、耐磨損,能有效地保護基體,提高其使用壽命;膜層極低的摩擦系數(shù),能減少鉆削過程中產(chǎn)生的熱量,增加排屑的順暢性,解決斷針、批鋒、塞孔等問題,滿足孔位精度、孔壁粗糙度等的技術(shù)要求。
3、結(jié)論
(1)WC硬質(zhì)合金沉積Cr/CrN/CrTiAlN/CrTiAlCN多元多層梯度膜,顯微硬度為2631HV,膜基結(jié)合力大于80N,摩擦系數(shù)為0.113。
(2)微鉆鍍膜后刃型完好,刃口角度沒有改變,同一鉆頭不同部位沉積的膜層厚度一致。
(3)微鉆鍍膜后使用壽命提高1倍以上,且解決了斷針、批鋒、塞孔等問題,滿足孔位精度、孔壁粗糙度等的技術(shù)要求。
文章來源:廣州有色金屬研究院材料表面工程研究所
聲明:本站部分圖片、文章來源于網(wǎng)絡(luò),版權(quán)歸原作者所有,如有侵權(quán),請點擊這里聯(lián)系本站刪除。
| 返回列表 | 分享給朋友: |
- 上一篇:刀具涂層的發(fā)展歷程
- 下一篇:EB-PVD制備硅基SiC薄膜及其性能研究
 京公網(wǎng)安備 11010502053715號
京公網(wǎng)安備 11010502053715號