





PVD離子鍍膜涂層技術在沖壓/成型模具中的應用及實例
發布時間:2021-01-22
伴隨著現代汽車和制造加工業的高速發展,近年來沖壓/成型模具水漲船高,延長模具使用壽命成為模具制造商的一個重要課題。沖壓成型模表面失效形式有腐蝕、磨損、變形、開裂等。為避免模具過早失效,模具型腔及相對運動件表面必須具有高硬度及自潤性。以達到耐磨、減磨、耐蝕及抗疲勞的作用。PVD離子鍍膜是目前真空鍍膜技術中最新、最先進的表面工程技術之一,它具有以下優點:
(1)入射粒子能量高,與基體的結合強度大,膜層致密,耐久性好,膜層硬度高(氮化鈦膜顯微硬度達2000HV以上),耐磨性好(用于刀具表面強化,壽命可提高3-10倍),耐蝕性好。與其他表面處理工藝結合使用效果更佳,如在A3鋼基體上先鍍過渡層后再鍍黑色氮鈦膜,耐磨性和耐蝕性均大幅度提高;
(2)可鍍基材廣泛,可同時在不同金屬材料的表面成膜,膜層的顏色均勻一致,成膜溫度低(幾乎可在常溫下生成薄膜)、而膜層的熱穩定性好(600℃時膜層不脫落,不起皮);
(3)用離子鍍膜工藝鍍制的黑色氮鈦膜對光的吸收率達90%以上,隱蔽性好,鍍膜過程無環境污染,因此應用十分廣泛;
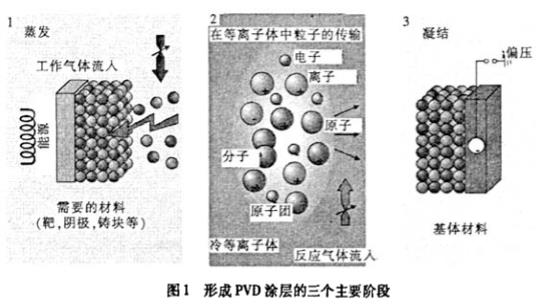
PVD鍍膜(離子鍍膜)技術的具體原理是,在真空條件下,采用低電壓、大電流的電弧放電技術,利用氣體放電使靶材蒸發,蒸發物質與氣體都被電離,利用電場的加速作用,使蒸發物質及其反應產物沉積在工件上,如圖1所示。與真空蒸發鍍膜,真空濺射鍍膜相比較,PVD離子鍍膜具有如下優點:(1)膜層與工件表面的結合力強,更加持久和耐磨;(2)離子的繞射性能好,能夠鍍形狀復雜的工件;(3)膜層沉積速率快,生產效率高;(4)可鍍膜層種類廣泛;(5)膜層性能穩定、安全性高。
PVD技術主要適用于刀具(如銑刀、車刀、刀片和鉆頭等)、模具(如沖壓、拉伸、成型、鐘表外殼模具)及精密零配件等。涂層處理可以增加工件硬度、抗磨力和降低摩擦系數,從而延長工件壽命(一般可延長3-10倍)。目前主要的涂層包括:TiN、TiCN、TiAlN、CrN、TiCN-MP、TiAlCN、AlTiN、TiN及CBC(DLC)等,每種涂層各有其不同的特性和用途。雖然傳統硬化工藝如表面滲氮、碳氮共滲、電鍍硬鉻或鎳等技術也能使工件表面變硬,例如在模具淬火后進行表面滲氮或碳氮化物,都能在低于回火溫度下實現1000HV以上的表面硬度,同時提高表面的抗腐蝕、耐磨和抗龜裂等特性,并降低摩擦系數。但是,這些模具無法承受高溫壓鑄的工況,因此不適宜用于鋼、鋁等材料的壓鑄加工。至于電鍍硬鉻或鎳,因其抗疲勞性較差,一旦失效就會出現龜裂現象。改善的方法之一是加厚鍍層,但卻會使鍍層的附著力降低,同時使表面精度及粗糙度下降。PVD則不存在以上弊病。
2.1 沖壓/成型模具磨損方式
沖壓是大批量零件成型生產實用工藝之一。在沖壓生產過程中,模具出現的問題最多,它是整個沖壓生產要素中最重要的因素。直接影響到生產效率和成本。影響到產品的交貨周期。模具問題主要集中在模具損壞、產品質量缺陷和模具的刃磨等,它們長期困擾著行業生產。模具損壞是指模具開裂、折斷、漲開等。
在模具的使用過程中,早期失效經常出現。失效的因素通常是磨損、腐蝕、融合、粘著等。其問題不單是拖延生產周期,也大大增加了生產成本,進而影響企業競爭力。為此,業界陸續推出不同的解決方案,而PVD涂層表面處理技術是倍受青睞的方案,能最有效地解決上述難題。
PVD涂層技術可以廣泛應用于各類磨損、咬合、腐蝕、粘著、融合等引起失效的工具、模具、機械零件、醫療器械等。其中,因磨損引起失效的產品(如:沖裁、冷鐓、粉末成型等模具),加涂層后可提高壽命2—20倍以上;因咬合引起產品或模具的拉傷問題(如:引伸模、拉伸模、翻邊模等),加涂層后可以從根本上予以解決。
2.3.1 沖壓模具
五金沖壓通過剪切的原理,把五金薄片沖成不同形狀。根據其加工過程,磨損、塑性變形、崩角都是其破壞的機理,所以最理想的沖壓模具必須同時擁有高硬度和高韌性。硬度高確保抗磨損性能好,韌性好代表抗崩角性能好。基于模具鋼物理性能的限制,例如常用的D2材料,硬度不能超過62HRC。因此采用PVD涂層是提高表面抗磨損的最好辦法,例如氮化鈦PVD涂層表面硬度可達到85HRC,對解決磨損有直接的幫助。不過,塑性變形還需要基體的硬度來承擔。沖棒是沖壓常用的模具,一般采用MET-TiN涂層。采用PVD技術對SKD11沖壓模具進行TiCN(碳氮化鈦)涂層,可以提高模具壽命5倍以上,同時解決模具、產品拉傷問題,對經PVDTi/TiN處理的模具進行了實際應用試驗,該冷沖模具實際使用壽命由原來約2500次增加到6650次,即模具實際使用壽命提高了兩倍多。而且從模具磨損后的失效形貌發現磨損部分為光滑的表面,屬于逐漸磨損,沒有出現涂層剝落的痕跡。在Crl2MoV鋼上沉積Ti/TiN涂層能顯著地提高Crl2MoV鋼的表面硬度及承載能力。而且,先進行低溫等離子滲氮的雙重處理更能改善涂層.基體的結合條件,顯著提高涂層與基體的結合強度,這歸因于Ti/TiN涂層強化和韌化的作用,以及中間滲氮層的強化作用。
2.3.2 成型模具
良好的五金拉伸模具要求硬度高,兼有潤滑性能良好的表面。一般的冷作鋼可以達到62HRC,但鋼材表面潤滑度低,PVD涂層可以滿足這兩方面的要求。MET-TiCN是很好的拉伸涂層,其硬度可達到3700HV,但摩擦系數可低于0.2。
+NTX-AC涂層具有很好的高溫紅硬性,抗磨損能力強,能夠提高抗沖蝕效果;
+NTX-AC涂層具有很好的韌性,不易開裂,能減少壓鑄模具的熱裂紋產生;
+NTX-AC涂層具有很好表面光潔度,有效防止粘附的產生;
3、結束語
PVD涂層技術具有非常優良的性能,所以越來越受到人們的重視。通過幾年的推廣,已應用到產品表面黑化處理、機加工刀具、車輛的零件,光學器材,飛行器的多類產品的零部件,如軸承、攝影器件、渦輪葉片等。用途和功能繁多,作用和目的不一,效果令人滿意。通過實例可以看出,多弧離子鍍膜技術已在模具業獲得了成功應用,收效顯著。今后,隨著對此工藝的深人研究,它的應用必將越來越廣,作用越來越明顯,所以前景十分廣闊。
聲明:本站部分圖片、文章來源于網絡,版權歸原作者所有,如有侵權,請點擊這里聯系本站刪除。
| 返回列表 | 分享給朋友: |
- 上一篇:襯底對直流磁控濺射制備TiO2薄膜結構和形…
- 下一篇:金屬材料硬度計的單位選擇
 京公網安備 11010502053715號
京公網安備 11010502053715號