





高能離子源清洗對AlCrN刀具涂層結構及性能的影響
發布時間:2016-11-09
利用真空多弧離子鍍枝術制備的涂層已在刀具、模具、耐磨和防腐等領域取得卓有成效的應用。AlCrN涂層因其高的生產效率和良好的使用性能被廣泛應用于刀具行業。在高溫使用條件下可以形成Cr2O3和Al2O3這兩種致密氧化物,氧化溫度可以達到900攝氏度仍保持高硬度、高耐磨性、抗高溫氧化和與基材附著力好的性能。離子鍍膜技術的優勢在于靶材的離化率高,涂層沉積效率快;所制備的涂層與襯底之間具有良好的附著力,并且結構致密。
傳統的離子清洗技術一般利用Ar氣和高能離子(重金屬粒子Ti和Cr等離子)在較高的偏壓下(800-1000V)轟擊襯底表面的污物和使襯底表面有微觀的凹凸不平以增強涂層與襯底的附著力。本文與傳統離子轟擊基體的工藝不同,通過圓柱形Ti靶弧光放電產生Ti離子和電子,在軸助陽極的牽引下大量的離子進行繞爐腔運動,激發爐內Ar氣離子電離,產生高密度Ar離子在沉積之前轟擊基材表面,從而實現低偏壓狀態下對基材的清冼。本文研究不同清洗枝術對基體表面粗糙度以及膜基之間咐著力的影響,采用新型轟擊清洗技術對多弧離子鍍膜工藝的改進具有重要意義。
涂層制備與檢測
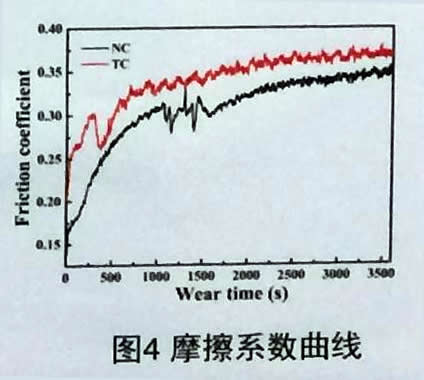
利用掠入射X射線衍射儀(GIXRD)對涂層物相進行檢測;利用臺階儀對涂層沉積后的試樣表面進行3D形貌掃描;采用連續加載法對膜基結合力進行檢測,起始載荷為0N,終止截荷為80N,加載速率為20N/min,劃痕速率為1mm/min;通過盤銷式(BOD)摩擦磨損儀對常溫狀態下涂層的摩擦系數進行分析。
| 轟擊離子 | 柱形靶材電流 | 基體偏壓 | 轟擊時間 | 沉積時間 | |
| NC | Ar+ | 50A | 180V | 30min | 240min |
| TC | Ar+和Ti+ | 無 | 1000V | 30min | 240min |
實驗結果
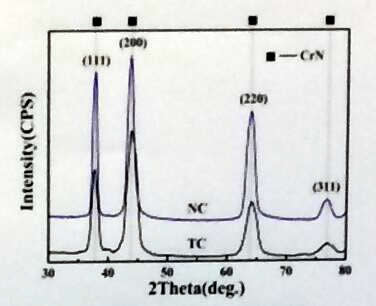
CrN相有(111)、(200)、(220)和(311)方向的衍射峰。NC所有衍射峰相比于TC的衍射峰整體變強,說明新型離子清洗技術有效提高了CrN相的結晶度。物相檢測中未檢測出AlN相是因為Al原子以固溶物的形式存在于面心立方的CrN相中。
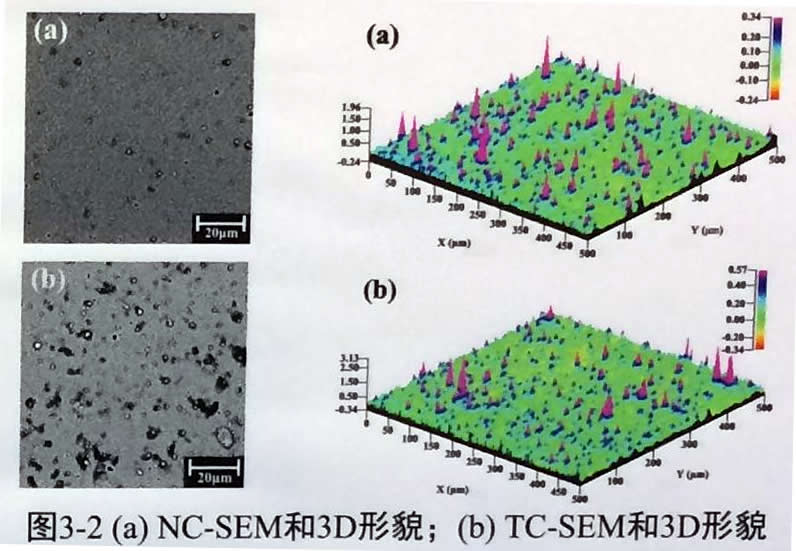
NC涂層的表面粗糙度為127.5±17nm,TC涂層的表面粗糙度為194.6±20nm。(a)中表面顆粒分布均勻,Ht為0.58微米;(b)中涂層表面大小顆粒分布集中區域明顯,Ht為0.91微米。采用新型離子清洗技術制備的涂層表面粗糙度和顆粒尺寸明顯低于傳統清洗工藝。
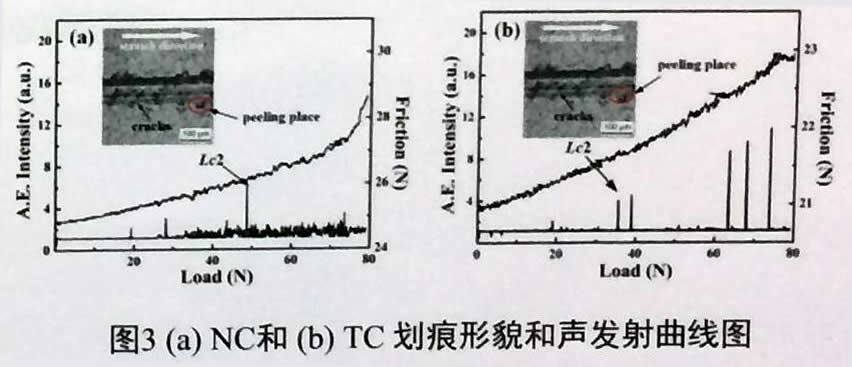
高能離子源技術制備的AlCrN涂層界面臨界失效載荷Lc2=48.7N。傳統離子轟擊技術所制備的涂層Lc2=35.6N圖3-3可明顯看出(a)抵抗涂層剝落的能力優于(b)。在持續加載的過程中可以繼續保持抗力,避免涂層大面積剝落的發生。
聲明:本站部分圖片、文章來源于網絡,版權歸原作者所有,如有侵權,請點擊這里聯系本站刪除。
| 返回列表 | 分享給朋友: |
 京公網安備 11010502053715號
京公網安備 11010502053715號